
ドリルが欠けやすい時の原因と対策
目次
原因
- 切れ刃が中心から端まで一直線に研げていない
- 左右の切れ刃でそれぞれ角度が違う
- 切れ刃の厚みが薄い(切削方向に刃の角度が傾き過ぎている)
切れ刃が中心から端まで一直線に研げていない
まず1つ目の原因としましては
切れ刃が一直線に研げていない場合です。
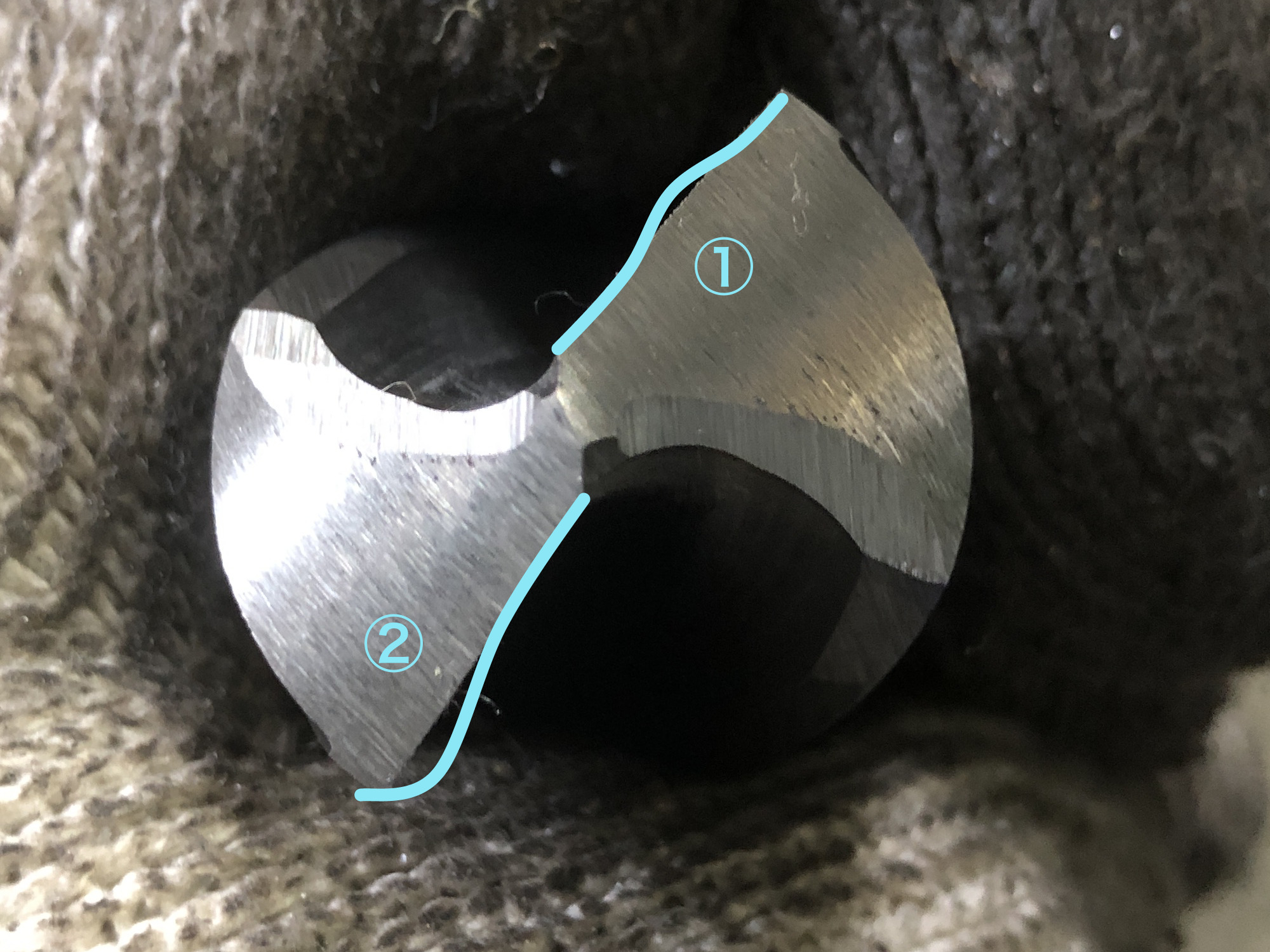
画像の①や②の線のような形状の切れ刃だと、出っ張っている部分に
集中的に負荷が掛かってしまうので、結果欠けやすくなってしまいます。
ドリルは中心部から徐々に被削材に切り込んで行くので、①と②でも切り込み始めは問題なく切れます。
しかし、刃の全体が当たる所まで切り込んで行くと、本来は均等に刃全体が当たるべきですが、
①と②は一部の出っ張りが切り込む度に最初に当たってしまいます。
その高負荷の状態がその部分が欠けるまで続くので、無理に押し込めば当然欠けてしまうという訳です。
左右の切れ刃でそれぞれ角度が違う
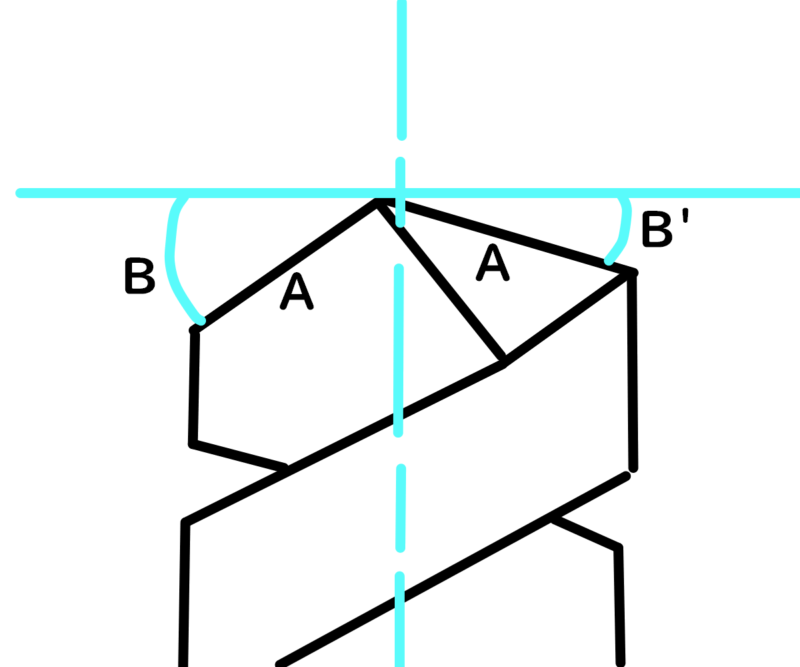
左右の角度が同じでない場合では、刃が真っ直ぐに研げていて両方の刃先の長さが
同じだったとしても左右で当たり方が違うので
上記と同様に、被削材に先に当たる片方の刃に負荷が集中してしまいます。
また、芯がズレて穴が振ってしまう原因にもなります。
刃先の厚みが薄い(切削方向に刃先が傾き過ぎている)
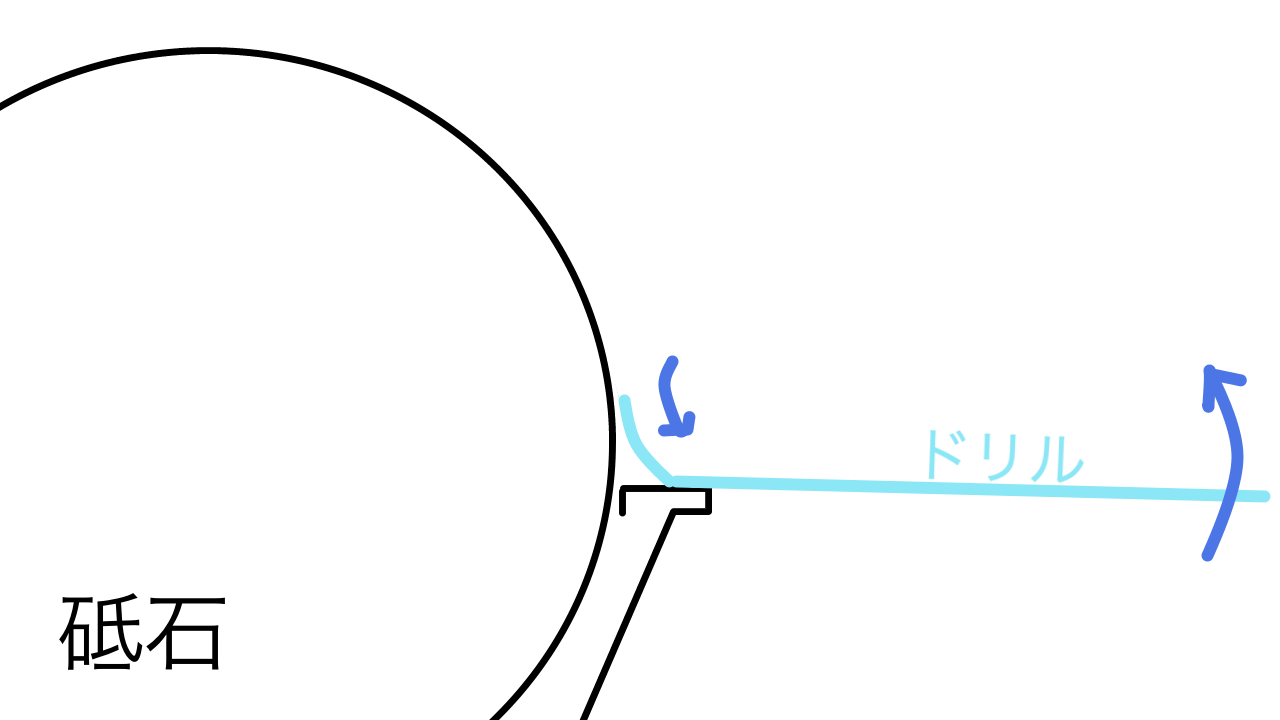
ドリルを研ぐ際に柄を上げて研ぎますが、
上げが小さいと、刃先が前傾(被削材側に倒れ過ぎ)になり過ぎてしまうので
切削時の負荷に弱く、欠けやすくなります。
※ただし、柄を上げ過ぎてしまうと刃が後傾してしまい、逃げ面が先に被削材に当たって
切れずに焼き付いてしまうので、柄の上げ方には注意が必要です。
対策
切れ刃が中心から端まで一直線に研げていない
①の場合は特に、砥石の形状に影響を受けている可能性が高いです。
研磨前に砥石の面をドレッサー等でならすのはもちろんですが、
何度も当てているうちに減ってくるので都度確認して、減って来たと思ったら修正するようにしましょう。
仕上げ前にも一度ならしておくと綺麗に仕上がります。
②も上記の場合が多いですが、研磨中の刃のポジションや角度にも左右される事があります。
研磨の後半では刃先全体が均等に砥石に当たるようにして、
なるべく小手先で動かさない様にすると良いと思います。
左右の切れ刃でそれぞれ角度が違う
一番簡単な方法としては、卓上グラインダーの台座に約60°(両刃の角度が118°狙いのドリル)のラインを引いておく事です。
そうすることで、位置を目視で合わせて研ぐ事ができるので両刃の角度を合わせやすくなります。
何度も研ぐうちに大体の角度が体に染み付いてくると思うので、
そうなれば、あとは片方を研いだらその片刃の角度に合わせてもう片方を研ぐだけです。
刃先の厚みが薄い(切削方向に刃先が傾き過ぎている)
これは特に感覚で覚えてもらうしかないかもしれません。
コツとしては、砥石面に対してドリルが垂直になるか、その少し手前で止めるくらいまで
柄をあげて研ぐイメージになります。
注意点としては、砥石が円形状なので新品時と、ある程度使用した時とで大きさが変わる事や
台座の位置を変更した時の高さなどで多少の誤差が出るという事です。
いつもと同じ感覚で研いだけどなんだか少し違う。なんて事があります。
そんな時はそれらの事を少し意識してみると良いかもしれません。
最後に
今回は私の今までの経験を元に書かせて頂きました。
書いてある事がよく分からなかったり
多少的外れな事があるかと思いますが、その場合は教えて頂けるとありがたいです。
ドリルの研磨で悩まれている方に少しでも参考になれば幸いです。
この記事の他にも、ドリルの研ぎ方の記事や動画、ドリル関連の記事が多数ありますので
興味のある方はぜひご覧ください。


ご覧いただきありがとうございました。

コメント