【手研ぎドリル】ドリル加工時のトラブルシューティング〜汎用旋盤編その1〜
私の経験した事例を挙げています。少しでも参考になれば幸いです。
目次
ゴリゴリという音がしてハンドルが重い
ドリルを入れる際に、ハンドルが重くてなかなか切り込んでいかないような時は
逃げ面が干渉している可能性が高いです。
逃げ面が干渉している部分によって対応が変わってくるので、
少し切り込んでみて入っていかないようなら一度ドリルを外して、
熱で変色している箇所を確認しましょう。
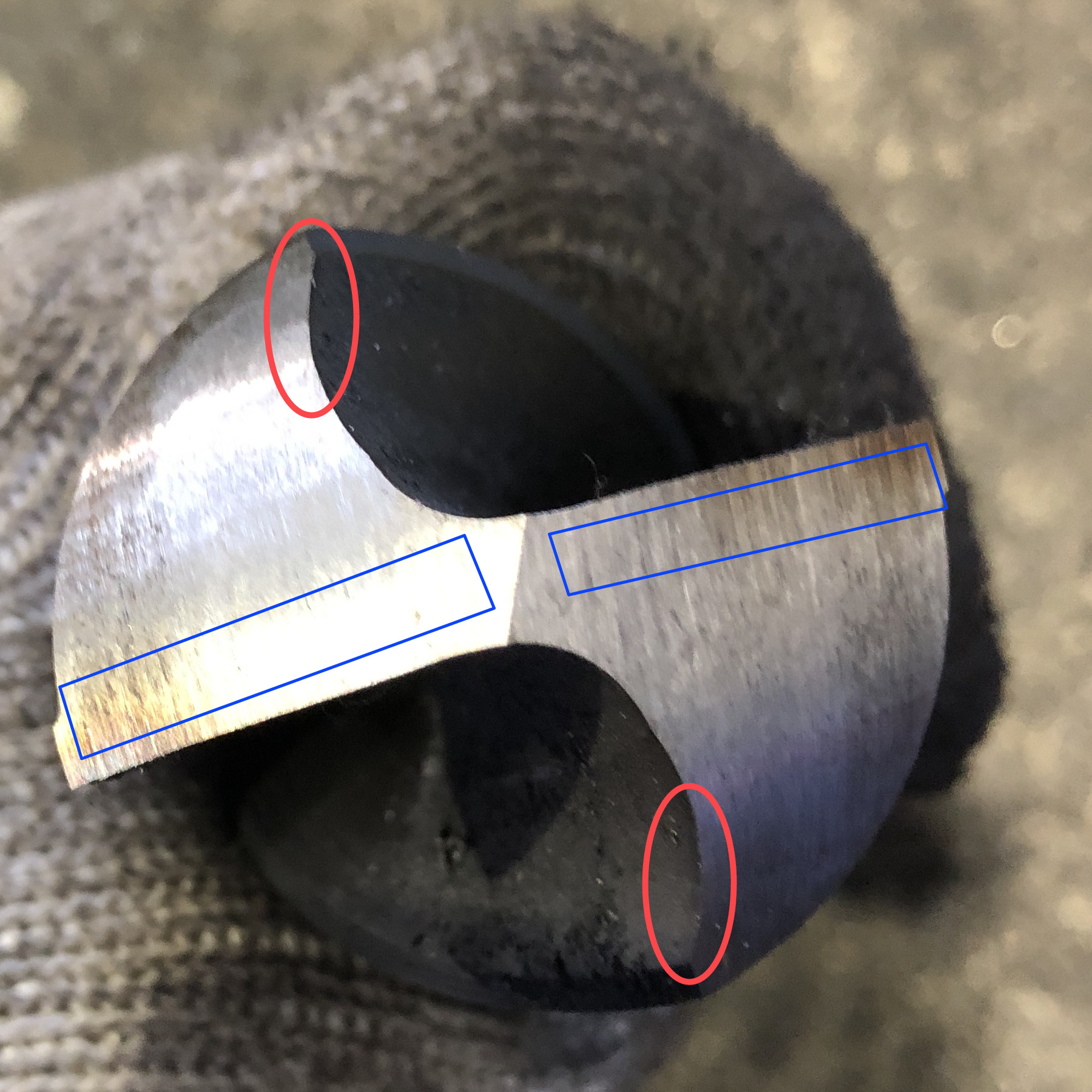
赤い丸の部分や、その他の逃げ面が変色している時
赤い丸の部分や、その他の逃げ面が変色している場合は逃げ面の研ぎが足りません。
切れ刃からなだらかに丸みを帯びて切れ刃よりも下がっていくのが理想の形状です。
当たってしまっている時は逃し足りないという事なので
逃げ面から切れ刃に向かって力を抜きつつ強弱をつけて研ぐようにしましょう。
切れ刃に変色が無く、青枠部分が変色している時
切れ刃に変色が無く、青枠周辺が変色しているような場合は、
上記と同様の原因の他に、切れ刃が溝側に倒れ込んでいる事が考えられます。
研ぐ際にドリルの柄を上げ過ぎると、本来なら先端にあるはずの切れ刃が
逃げ面よりも後ろに位置してしまうので
綺麗に研げていたとしても切れないドリルになってしまうので注意が必要です。
まばらに変色がある時
まばらに変色が見られる場合は、ドリルが均一に滑らかに研げていないです。
逃げ面に干渉も無く切れていて、逃げ面のみまばらに変色しているなら特に問題ないと思いますが、
切れ刃がまばらに変色している時は、変色部に負荷が集中するのですぐに欠損してしまいます。
均一に研ぐためには、ドリルを一定方向にのみ動かすようにしましょう。
我流にはなりますがドリルの研ぎ方を紹介した記事やYouTube動画等もありますので、
ぜひ参考にしてみてください。

加工中にキュルキュルという高い音が止まない
キュルキュルというカン高い音が止まない場合は、
切れ刃が摩耗して切れ無くなっていたり、回転が速すぎると思われます。
そのまま加工してしまうと、熱を持ちすぎてドリルが溶けて焼き付いてしまったりするので
加工を中断して、ドリルを研ぎ直すか回転数を下げてみてください。
ドリルを被削材に押し当てた時に振る
加工開始時にドリルの頭を押し当てた時にドリルが振る場合は、
被削材の端面の(バンドソーなどでの切断面のまま波打っていたりするような)
形状的な問題だったり、ドリル自体の芯が出ていない可能性があります。
端面の歪みによる場合なら、サラッと面を引いてフラットにすればokです。
それでも被削材への食い付きが悪く、振るようならドリルの芯が出てないことを疑うか
シンニングの形状を工夫してみると良いかと思います。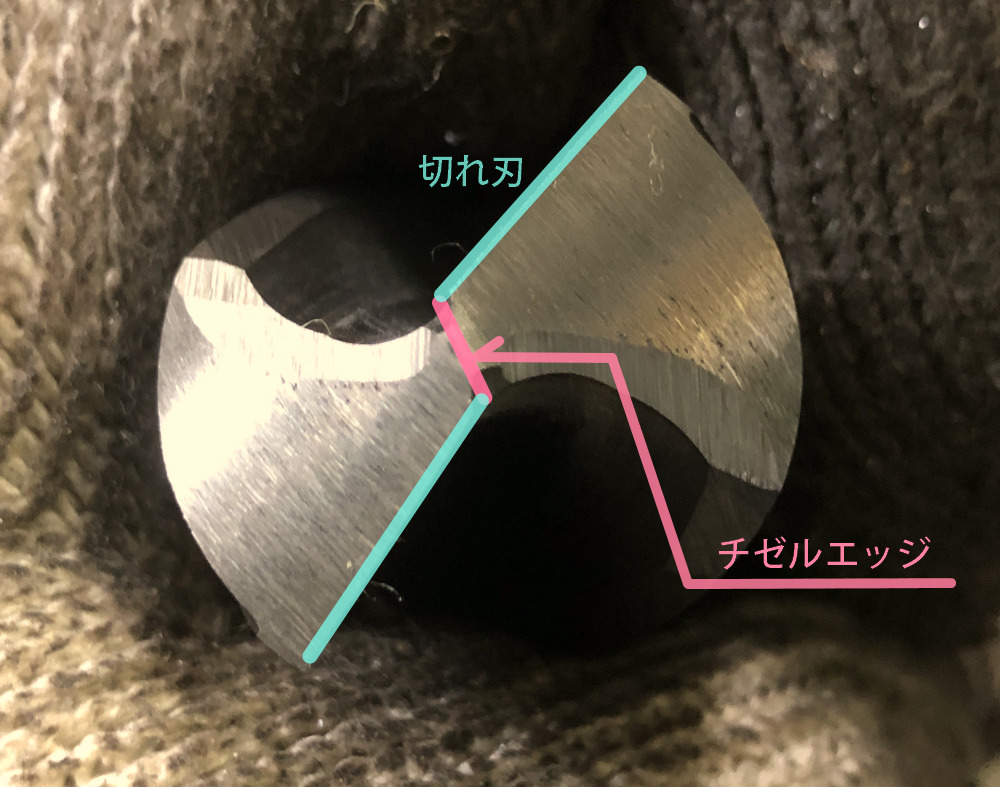

チゼルエッジの長さを短するようにシンニングを施す事によって、食い付き力の向上が望めると思います。
上の画像のシンニングの研ぎ方ならチゼルエッジにも刃を形成できるので
私の中では今までで一番機能性のあるシンニングだと思っています。
研ぎ方はコチラの記事で解説しているので、気になる方はぜひご覧ください。
最後に
今回のトラブルの対策として、当ブログのドリル関係の記事が役立つと思います。
ドリルの研ぎ方の記事やYouTube動画、ドリル関連の記事が多数ありますので
興味のある方はぜひご覧ください。
閲覧頂きありがとうございました。
コメント