【NC旋盤】同データでの複数加工でも寸法が外れる時の原因と対処法
同じデータを使用して複数の製品を削り出す際に、
最初は寸法が狙い値通りだったのが、何個目かで突然寸法のズレが生じてしまう事象が起こる場合、
以下の原因が考えられます。
目次
寸法ズレが突然起きる原因
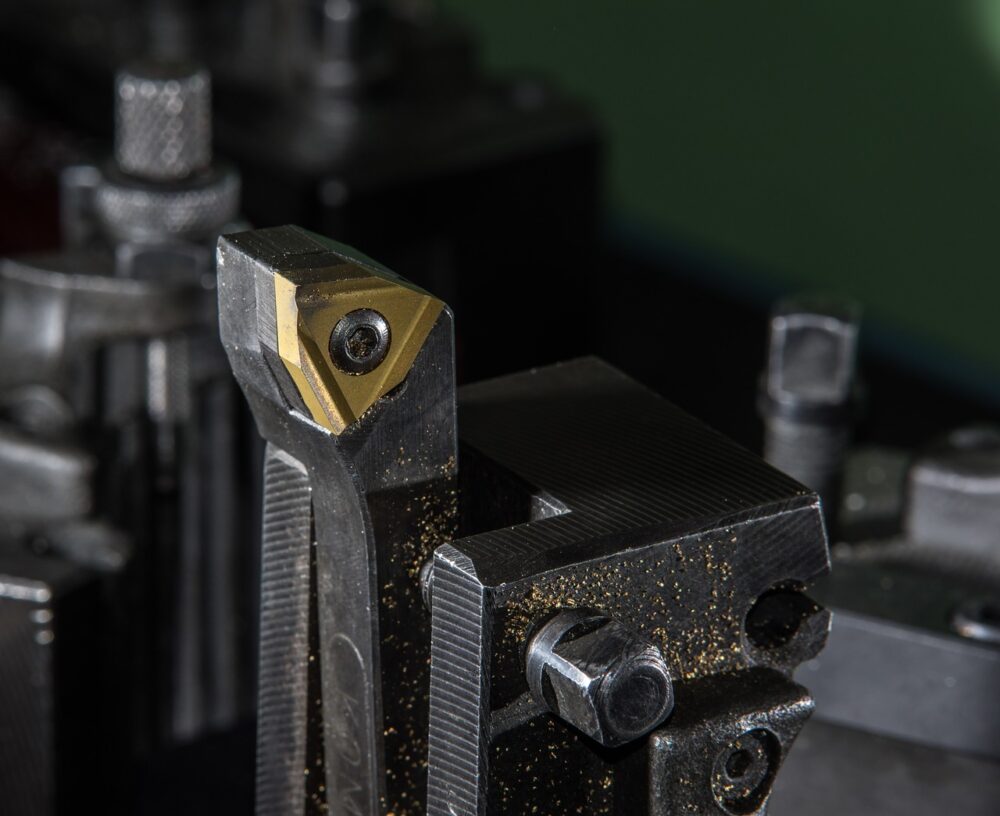
チップの締め付けが弱い
チップの締め付けが弱いと加工中にチップがズレてしまうので寸法のズレが生じてしまいます。
チップ式のバイトなどには必要締め付けトルクという規格があることをご存知でしょうか。
指定されている締め付けトルクよりも弱い締め付けの場合、ズレてしまう可能性が大きいです。
チップ交換式の工具には必要トルクが決まっている
全てを把握している訳では無いので、違うものもあるかも知れませんが
バイトなどには最低限必要なトルクが決められており、これは製品のカタログなどで確認することができます。
三菱マテリアル株式会社様の総合カタログを例に見てみましょう。
このカタログの場合は、呼び記号等の欄の下に締付けトルク(N・m)と表記されています。
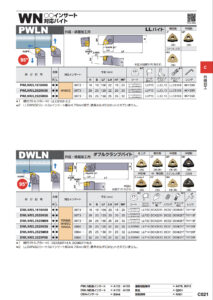
これが工具ごとに決められている必要な締め付けトルクとなります。
なので、締め付けが弱いことでチップがズレてしまう場合の対策としては、
工具ごとに決められら締め付けトルク以上の力で締め付けをするようにしなければなりません。
締め付けトルクがあるのは分かったけど、実際にどれくらいの力で締め付けたら良いか分からないよ。。。
そんな声が聞こえてきそうですが、それを解決できる道具もちゃんとあります。
締め付け力が設定されているレンチを使用すると楽ちん
仮に必要な締め付けトルクが5N・mだったとして、
もちろん感覚で5N・mは私自身も全くわかりません(^^;
そんな時は最大締め付けトルクが決められているレンチが便利です。
それはどういう物かと言うと、
あらかじめ決められたトルク以上の力がかかると空転して作業者に知らせてくれるというレンチです。
私が使用したことがあるのはtoneのトルクグリップという物になりますが、
最大5N・mまでの設定値(固定)の製品があります。
これは先に説明したようにな機能がついていて、
決められた以上の力が掛かるとカチッという音とともに空転して、それ以上締め付ける必要が無いことを知らせてくれます。
これを使用することで、緩くてチップがズレてしまう事が防げますし、必要以上に締め付ける事も無くなります。
また、先端のビットが交換式になっているので複数のサイズに対応可能です。
締め付けは強めにしておけば良いじゃないか。と思われる方もいらっしゃるかも知れませんが、これは特に女性の方が締め付けを行う際に重宝されると思います。
女性に限った事でも無いですが強めのつもりで締めても実はまだ緩かったということも十分有り得ます。
このレンチを使用することで空転が目安になってとても便利です。
また、人によって締め付けがバラつくことも無くなるのでクオリティを一定にすることが可能です。
トルクグリップのリンクは下に貼っておくので気になる方はご覧ください。
※ビットは別売りになっていたので交換ビットも必要な場合は注意してください。
このような工具はこの他にもありますので、
ぜひご自身の作業環境に合った工具を探してみてください。
最後に
機械的にも加工データにも不備が見られないのに、寸法が突然ズレてしまう時は
チップの締め付けを疑ってみてください。
私の経験上まずその可能性が高いと思います。
この記事が少しでも参考になれば幸いです。
当ブログでは、初心者様へ向けたドリルの再研磨方法を紹介した記事もございます。
興味のある方はぜひご覧ください。

この他にもドリルに関連した記事など多数ございますので、
下記リンクからぜひご覧ください。
また、YouTube動画もありますのでそちらも是非ご覧ください。YouTubeは更新頻度がかなり遅いですがチャンネル登録していただけると励みになります。
↓ドリル関連のその他記事はコチラからどうぞ↓
ご覧いただきありがとうございました。

コメント